
Project Profile #1
250 kWe/ 250-500 kWth biomass gasification CHP, Biomass Engineering Ltd., Mossborough Hall, England (2002-2005).
To download this project profile in PDF format click here.

250 kg/h gasifier and hot gas filter
Project objective
C.A.R.E. Ltd. worked with Biomass Engineering Ltd. on the design, construction and operation of a farm based 250 kWe biomass gasification for power generation with full environmental compliance. The original project objectives were:
Achieve 3500-4000 operational hours with the gasifier coupled to the gas engine to provide data for a commercial system, operating on a variety of wood residue fuels, including recycled wastes, industrial wood wastes and energy crops. 3500 hours will be on a farm to obtain real operational data and assess operational practicalities. Demonstrate environmental compliance by extensive monitoring programme on all emissions [solids (char and ashes), condensate (from producer gas) and engine exhaust gases (COx, NOx, O2, H2O, VOCs)] and ensure environmental compliance. Demonstrate a low cost, high efficiency gas engine with an overall conversion efficiency of 26% minimum [wood energy to electricity]. Techno-economic assessment of the system and net electricity production costs.
This project was part financed by the UK DTI New and Renewable Energy Programme. C.A.R.E. Ltd. carried out the technical specification of the system including:
Process design of plant components including the gasifier, Mass and energy balances, Assistance with the planning applications,and environmental compliance Techno-economic appraisal of the process.
.A.R.E. Ltd. was also responsible for sourcing the wood supply, the wood chipper and arranging independent emissions testing from the gasifier and gas cleaning system.
Project summary
The unit was constructed in early 2004 by Biomass Engineering Ltd. and started testing in July 2004. The downdraft gasifier design was by C.A.R.E. Ltd. and has proved to be a robust, workable design achieving extremely low levels of contaminants in the gas, as confirmed by independent analyses. An extensive monitoring campaign was carried out on the process emissions and tar sampling of the gases showed that although high levels of organic compounds, over 80wt% were BTX's and naphthalene, were present in the clean gas at 2000-3000 mg/Nm3, only 20mg/Nm3 would be classed as ''tar'' liable to form deposits. These residual heavy ''tars'' have been successfully removed prior to the engine in a simple mesh filter.
The gasification system was using a relatively simple dry gas cleaning system which obviates the need for water scrubbing of the gases and hence reduces emissions. Over 2200 hours on clean gas production was obtained. The typical composition of the producer gas is shown in Table 1. Only 1400 hours of engine operation were obtained due to lengthy delays in the grid connection and changes required to the gas train of the two gas engines supplied by Iveco. A combined electrical output of 270kWe was achieved.
Table 1 . Producer gas compositions (vol%, 20°C, 101235 Pa)
| July 2004
Pine [8wt% bark] 18.5 wt% H2O |
May 2005
Mixed conifer NK |
June 2005
Mixed conifer 24.5 wt% H2O |
|
| CH4 | 1.80 | 1.67 | 2.05 |
| CO2 | 14.32 | 12.75 | 11.82 |
| C2H4 | 0.45 | 0.33 | 0.48 |
| C2H6 | 0.05 | 0.02 | 0.03 |
| H2 | 15.49 | 14.67 | 15.38 |
| C3H6 | 0.03 | 0.00 | 0.01 |
| C3H8 | 0.00 | 0.05 | 0.00 |
| CO | 17.68 | 17.53 | 21.24 |
| n-C4H10 | 0.01 | 0.00 | 0.00 |
| Organics | NK | NK | 0.07 |
| N2 | 50.16 | 52.98 | 48.97 |
| HHV (MJ/Nm3) | 5.28 | 4.3 | 5.39 |
| LHV (MJ/Nm3) | 4.88 | 4.0 | 5.03 |
NK: Not Known
Electricity production costs
Electricity productions costs were calculated at 5.5p/kWh (£1300/kWe installed capital cost, feedstock cost £25/t) (see Figure 1) for the demonstration unit, higher than expected due to the use of 2 Iveco engines and the significant costs involved in the first grid connection. These were expected to drop by over 20% for subsequent projects as part of the ''learning'' curve.
A heat integrated system was feasible with chipping of wet wood on site and its subsequent drying with the engine exhaust gases, which significantly enhances the flexibility of the process and improves the overall thermal and electrical efficiency. Another option was the combined heat and power system, where recovered heat is exported for commercial benefit and sold to a local user. Assuming an income of 1p/kWth for the sale of heat, the net electricity production cost can be reduced to 3.5 p/kWh for a £25/t feedstock cost (see Figure 2). CHP therefore has the strong potential to make a significant cost impact and more opportunities for such systems need to be identified.
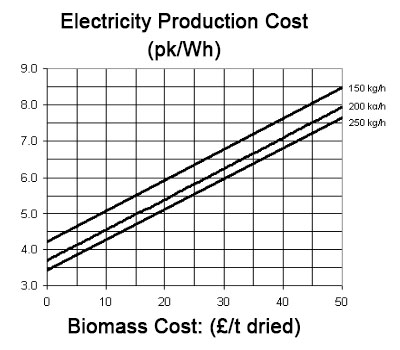
Figure 1. Net electricity production cost at varying plant throughputs and feedstock cost
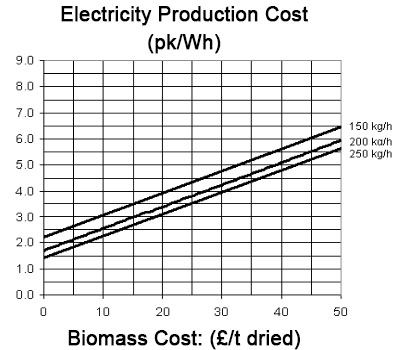
Figure 2 . Net electricity production costs for CHP system: variation with feedstock cost and plant throughput
Project status
The plant stopped operation in 2008 and has subsequently been removed from site for use on another site. Succesful demonstration of the technology was achieved.